伟德BETVlCTOR66
專注彎管,伟德app官方版20年,成功服務國內優質企業
- 微信

139-0151-2216
134-0003-2009
134-0003-2009



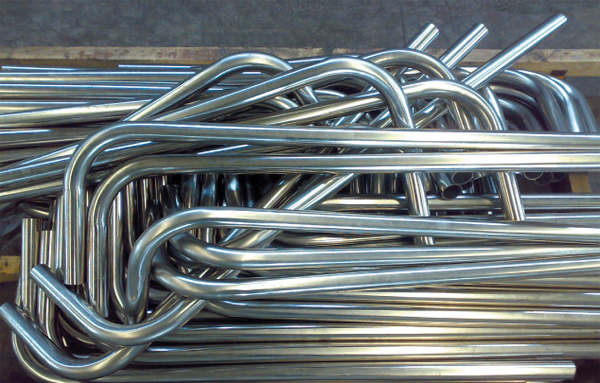
繞彎是常用的新伟德vc方法,按彎管設備的不同又可以分為(wei) 手工繞彎和彎管機繞彎兩(liang) 類。手工繞彎由於(yu) 不需要專(zhuan) 用的彎管設備,彎管裝置簡單、製造成本低、調節使用方便,但勞動強度大、生產(chan) 率低下,主要應用於(yu) 小批量生產(chan) 的場合。而彎管機繞彎根據其有無芯棒又可以分為(wei) 有芯彎管和無芯彎管。
新伟德vc的方法很多。按彎曲成形方式可以分為(wei) 滾彎、壓彎、推彎和繞彎;按彎曲時是否使用模具可以分為(wei) 有模彎和無模彎;按彎曲時有無芯棒可以分為(wei) 有芯彎和無芯彎;按彎曲時是否加熱可以分為(wei) 冷彎和熱彎。近年來還出現了零半徑彎曲、中頻感應彎曲、熱應力彎曲和激光成形彎曲等新的彎管工藝。
芯棒式熱推彎管是在專(zhuan) 用推製機上,在軸向推力下通過牛角芯棒,邊加熱邊推製,使管坯產(chan) 生周向擴張和軸向彎曲變形,從(cong) 而將較小直徑的管坯推製成較大直徑的彎頭。
滾彎是用三個(ge) 輥輪對管材進行彎曲加工的方法。不過,滾彎對彎曲半徑有一定的要求,僅(jin) 適用於(yu) 曲率半徑較大的厚壁管件,對於(yu) 小半徑彎曲顯得無能為(wei) 力。滾彎方法及工作原理與(yu) 板材滾彎基本相同,隻是管材滾彎所用的輥輪具有與(yu) 管坯橫截麵形狀相吻合的工作表麵。彎曲時隻需改變主、從(cong) 輥輪間的間隔,就可以實現各種曲率半徑的彎曲。其中輥輪為(wei) 主動輪,其餘(yu) 兩(liang) 個(ge) 為(wei) 從(cong) 動輪。這種方法尤其適合彎製環形或螺旋線形管件