伟德BETVlCTOR66
專注彎管,伟德app官方版20年,成功服務國內優質企業
- 微信

139-0151-2216
134-0003-2009
134-0003-2009



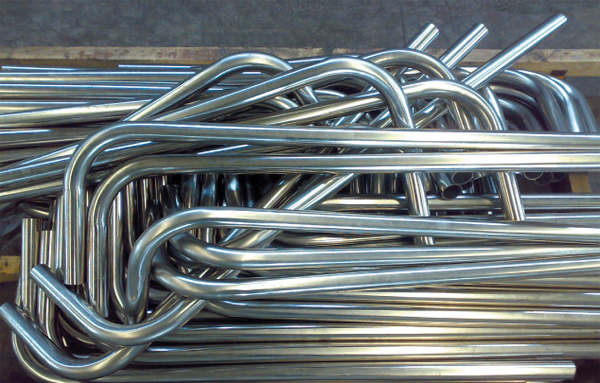
冷衝(chong) 壓是不鏽鋼新伟德vc中比較常見的方法。 其主要內(nei) 容是,在室溫下,借助於(yu) 模具,所需的衝(chong) 壓過程在壓機上完成,因此被稱為(wei) 冷衝(chong) 壓。 所謂冷衝(chong) 壓,實際上主要是利用外力來完成不鏽鋼新伟德vc的變形要求,從(cong) 而滿足使用要求。
那麽(me) ,使用這種方法有什麽(me) 好處呢?? 從(cong) 上麵我們(men) 了解到,如果施加的外力超過不鏽鋼新伟德vc的屈服極限,那麽(me) 可以根據需要完成一定的變形。 然而,如果壓力繼續增加,可能會(hui) 出現斷裂或分離等問題,這將影響加工質量。 因此,我們(men) 需要確保材料的變形能夠滿足應用要求。
一般來說,如果冷衝(chong) 壓用於(yu) 加工,在衝(chong) 床衝(chong) 壓後可以獲得更複雜的形狀。 其次,冷衝(chong) 壓後,不鏽鋼彎管的加工精度會(hui) 更高,尺寸也會(hui) 更穩定。 最重要的是,它的互換性也將明顯提高。 此外,在保持消耗不變的情況下,可以獲得更理想的剛度和強度。
與(yu) 此工藝相比,所得產(chan) 品質量更輕、更美觀。 不僅(jin) 如此,不鏽鋼新伟德vc的利用率也得到了顯著提高,達到了75 % - 85 %。 此外,在整個(ge) 操作過程中,也更加簡單、方便、快捷,減輕了整個(ge) 勞動強度,更適合組織生產(chan) 。
此外,如果大量加工,生產(chan) 成本將大大降低。 然而,仍然存在一些缺點,即模具會(hui) 有更高的要求。 此外,如果小批量加工,會(hui) 增加生產(chan) 成本。 當每個(ge) 人都在加工彎管時,這需要注意合理選擇合適的工藝。
通常,每個(ge) 部件都有自己固有的工作模式,螺旋葉片也不例外,這裏主要指的是它的下料模式。 常見的螺旋葉片下料方法有多種選擇,主要有? 讓我們(men) 一起看一看。
良好的衝(chong) 裁方法也非常有助於(yu) 提高生產(chan) 效率,因此應該針對不同的情況選擇相應的衝(chong) 裁方法。 一種更簡單的方法是公式法,它也使用相關(guan) 公式來計算螺旋葉片的下料尺寸。 然而,這種方法也有一些缺點,如鋼坯內(nei) 徑小、尺寸偏差大、加工材料多等。 因此,公式法僅(jin) 在添加或更換少量螺旋葉片時使用。
另一種是三角形方法,它稍微複雜一點,但是它可以計算螺旋葉片下料的尺寸,壓製產(chan) 品的精度相對較高。 還有一種計算方法。 雖然性絕對符合要求,但實施起來太複雜,需要考慮許多因素。
這表明,盡管有許多方法排出螺旋葉片,但人們(men) 發現三角形方法是可行的,因此已成為(wei) 使用的主要方法。