伟德BETVlCTOR66
專注彎管,伟德app官方版20年,成功服務國內優質企業
- 微信

139-0151-2216
134-0003-2009
134-0003-2009



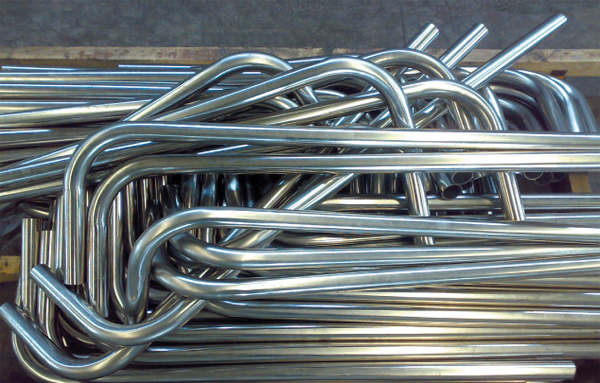
16mn厚壁新伟德vc流程。 由於(yu) 不鏽鋼材料粘度高、斷屑性能差,在不鏽鋼彎管內(nei) 螺紋攻絲(si) 過程中容易出現斷屑劃傷(shang) 工件螺紋或絲(si) 錐斷邊的現象,影響加工效率和螺紋質量。 為(wei) 了延長絲(si) 錐的使用壽命,提高螺紋加工質量,應注意以下幾點。
1、每一端應具有直管段,直管段的長度一般不得小於(yu) 管的外徑。 對於(yu) 感應加熱彎管,直管段的推薦長度應符合相關(guan) 標準。
2、彎曲管道時,管道不應接觸腐蝕性介質或有害物質。
3、彎管應按照合格的新伟德vc工藝製造, 評估範圍外的鋼管不得彎曲。
4、熱彎曲的推薦加熱溫度和冷卻應符合相關(guan) 標準,
使用熱彎管時,不管管徑大小,幹燥細砂都應按照規定安裝。 加熱銅管應使用木炭作為(wei) 燃料, 加熱鋁管應塗上焦炭並覆蓋木炭以調節溫度。 在儲(chu) 存和加熱過程中,鼓風機應關(guan) 閉,管道應持續旋轉,以防止管道因溫度過高而熔化。 由高合金鋼管或有色金屬管製成的彎管應該用機械方法製成, 當製作裝滿沙子的彎管時,不允許使用錘子。 加熱鉛管製作彎管時,不允許填砂。 除彎管自始至終溫度保持在900℃以上的情況外,壁厚超過19 mm的碳鋼管應按照規定進行熱處理, 當中低合金鋼管熱彎曲時,公稱直徑大於(yu) 或等於(yu) 100 mm或壁厚大於(yu) 或等於(yu) 13 mm的鋼管應根據設計文件的要求進行完全退火、標準化和回火。 在中低合金鋼管的冷彎過程中,標稱直徑大於(yu) 或等於(yu) 100 mm或壁厚大於(yu) 或等於(yu) 13 mm的a234 wpb彎管應按要求進行熱處理。 由奧氏體(ti) 不鏽鋼管製成的彎管不得進行熱處理, 當設計文件中要求熱處理時,應按設計文件的規定進行,,
彎曲16mn高壓厚壁彎管前的注意事項:
1, 彎曲前,彎管應檢驗鋼管的鋼種、直徑和壁厚是否符合相應的鋼管技術標準和設計要求。
2, 合金鋼彎曲前應進行光譜分析和硬度測試。
3, 鋼管彎曲前應進行宏觀檢查,外觀質量應符合dl 5031的相關(guan) 規定。 檢查後,帶有局部缺陷的鋼管,如嚴(yan) 重的斜坡、裂縫、劃痕和凹坑,應逐漸打磨,直至缺陷完全消除, 地麵鋼管的實際壁厚仍應符合相應鋼管技術標準的要求。
上一篇:中頻新伟德vc影響外觀質量的原因