伟德BETVlCTOR66
專注彎管,伟德app官方版20年,成功服務國內優質企業
- 微信

139-0151-2216
134-0003-2009
134-0003-2009



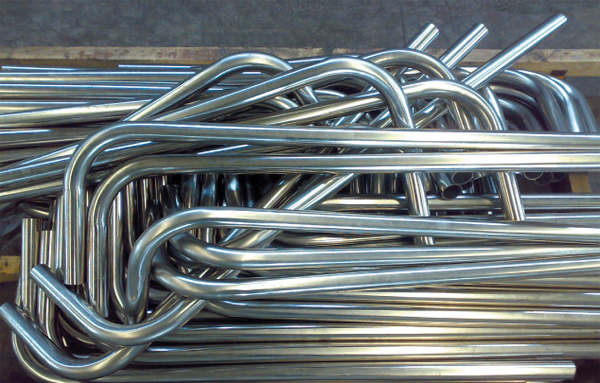
目前,中頻彎管廣泛用於(yu) 電力、石油、化工、航海、核工業(ye) 等工程領域的管道預製, 然而,中頻彎管在起點處具有明顯較大的波浪褶皺,特別是當彎曲半徑小於(yu) 3時,do ( do是管道的外徑),內(nei) 弧波褶皺較大,嚴(yan) 重影響產(chan) 品的外觀質量, 這是一個(ge) 國內(nei) 新伟德vc無法解決(jue) 的問題,幾十年來急需解決(jue) 。
1、中頻彎管采用具有垂直外部特性的電源,並且正極性(焊絲(si) 連接負極)用於(yu) 直流
2、中頻彎管通常適用於(yu) 焊接小於(yu) 6的薄板,mm,具有焊縫成形美觀、焊接變形小的特點。
3、保護氣體(ti) 是9,9 %純, 99 %。 當焊接電流為(wei) 5時,0505 a,流速為(wei) 8,0l / min,當電流為(wei) 50250 a時,流速為(wei) 25l / min。
4、對於(yu) 焊接電弧長度,當焊接普通鋼時,優(you) 選24 mm,而當焊接不鏽鋼時,優(you) 選3 mm, 中頻太長,保護效果不好。
5,為(wei) 了防止焊接氣孔的發生,中頻焊接部位有鐵鏽和油漬,必須清理中頻彎管。
6,從(cong) 氣體(ti) 噴嘴突出的鎢電極的長度優(you) 選為(wei) 45 mm,在諸如角焊的屏蔽不良的地方為(wei) 23 mm,在具有深凹槽的地方為(wei) 56 mm,並且從(cong) 噴嘴到工件的距離通常不超過5 mm。
7、為(wei) 了防止底部焊道的背麵被氧化,當中頻彎管對接並塗底漆時,背麵也需要氣體(ti) 保護。
8、 防風和通風。 有風的地方,請采取措施堵塞網,而室內(nei) 應采取適當的通風措施。
9、為(wei) 了更好地保護焊接池並便於(yu) 焊接操作,鎢電極的中心線和焊接處的工件通常應保持8085度的角度,填充線和工件表麵之間的角度應盡可能小,通常約為(wei) 0度。
製造螺旋鋼管時,經常會(hui) 出現邊緣錯位現象,降低了生產(chan) 效率, 因此,有必要防止這種現象的發生。 導致鋼管錯位的主要因素是鋼帶的鐮刀彎,
在螺旋焊管成型過程中,鋼帶的鐮刀形彎曲會(hui) 不斷地改變成型角度,導致焊縫之間的間隙發生變化,導致接縫張開、邊緣錯位,甚至邊緣重疊。
這嚴(yan) 重影響了鋼管的質量,
因此,在鋼帶卷開卷後觀察鐮刀彎是減少生產(chan) 過程中出現邊緣錯位的有效方法,也是控製垂直輥以使圓盤剪切斷鐮刀彎的一部分並連續控製和校正成形角度的有效方法。
此外,未切割的鋼帶的端部和端部的形狀和尺寸精度差,這容易導致鋼帶在對接過程中發生硬彎曲並導致邊緣錯位。
當鋼帶端部對接焊縫相對較高時,中頻在包覆成型過程中處理不當,很容易導致大的錯位。 鋼帶邊緣的不良狀況是錯誤邊緣的另一個(ge) 重要原因。
上一篇:不鏽鋼新伟德vc的特點和分類
下一篇:厚壁新伟德vc的流程和注意要點