伟德BETVlCTOR66
專注彎管,伟德app官方版20年,成功服務國內優質企業
- 微信

139-0151-2216
134-0003-2009
134-0003-2009



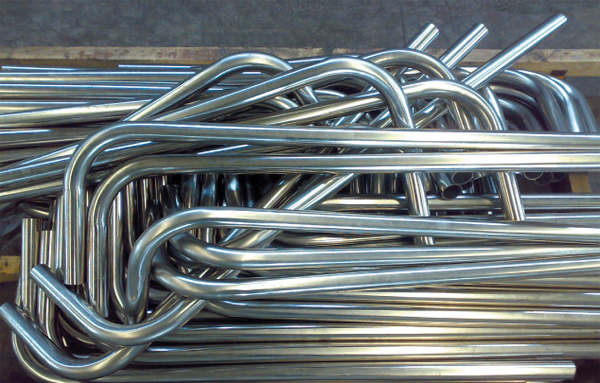
180度推製新伟德vc的工序是將推製彎管浸泡在溶液槽中,溶液中最好是每升含250克Cr2O3,每升含490克硫酸也可以,溫度範圍80~85℃,浸泡時間取決(jue) 於(yu) 所需要的顏色,最多不超過25分鍾。將推製彎管用幹淨的冷水漂洗後,再在室溫條件下放到濃度為(wei) 250克/1升氯酸和2.5克/1升磷酸的液體(ti) 中進行陰極處理,時間大約為(wei) 10分鍾,電流密度為(wei) 0.2~0.4A/dm2。為(wei) 了防止損壞,彩色處理後立即進行硬化處理,然後在熱水中進行漂洗並且幹燥。該工藝的一大特點是它的最終外觀可以反映出該材料原來的表麵。
PVC彎管器就是一段外徑比PVC管內(nei) 徑稍小的彈簧,使用時塞到PVC管要彎的部位內(nei) 部,然後直接新伟德vc。彎好後將彈簧抽出(有時需要線栓根繩子便於(yu) 抽出)。
同一根鋼管上的彎管半徑保持一致,防滾架主要構件的彎管半徑不小於(yu) 所彎鋼管直徑的三倍,彎管半徑請使用實際半徑。
彎管尺寸按鋼管中心線標注,包括兩(liang) 個(ge) 彎的交點之間的長度,彎管的外角(外角是實際彎管的角度)
最小直段間距,即距離最短的兩(liang) 個(ge) 彎之間的直段長度不能小於(yu) 鋼管直徑的4倍,保證連續彎管時可以正常裝夾
滿足以上要求的空間彎管也可以加工,在提供以上尺寸的基礎上增加旋轉角度即可
角度誤差:正負0.3度以內(nei)
尺寸誤差:相鄰兩(liang) 個(ge) 彎的間距,正負3mm以內(nei) ,主環跨度間距,正負1%
彎管角度一般采用數顯角度尺測量,間距等尺寸通過卷尺和輔助工具測量
尺寸要求較高的彎管我們(men) 可掃描彎管的三維點雲(yun) ,在專(zhuan) 用軟件裏和原始數模比對檢測整體(ti) 尺寸
在鋼管有貨的情況下,大部分新伟德vc我們(men) 都能保證兩(liang) 天內(nei) 發貨,大批量及特殊規格的新伟德vc時間需要根據圖紙具體(ti) 溝通。
數據增加了實際彎管半徑,因為(wei) 實際彎管半徑和理論半徑有偏差,在防滾架等結構製作中,如果有在彎管位置相交的鋼管,根據理論半徑計算的坡口會(hui) 偏差比較大,因此做出這一調整,在設計時直接采用實際半徑。
PVC管是可以直接彎折的,但這個(ge) 過程中管子很容易癟掉,彈簧就是從(cong) 裏麵撐住不讓它癟的。
PVC彎管器有內(nei) 用和外用彎管器,從(cong) 彎管的效果來講,內(nei) 用的效果好,容易控製管子的彎度,外彎的不容易控製,彎的不到位還有辦法,彎過了就很難變回原來的形狀和要彎的度數。PVC內(nei) 用彎管器是一種彈簧樣的,將型號合適的彈簧彎管器穿入管子,不要太用勁,掰到自己要的彎度就行了。
下一篇:不鏽鋼新伟德vc的特點和分類