伟德BETVlCTOR66
專注彎管,伟德app官方版20年,成功服務國內優質企業
- 微信

139-0151-2216
134-0003-2009
134-0003-2009



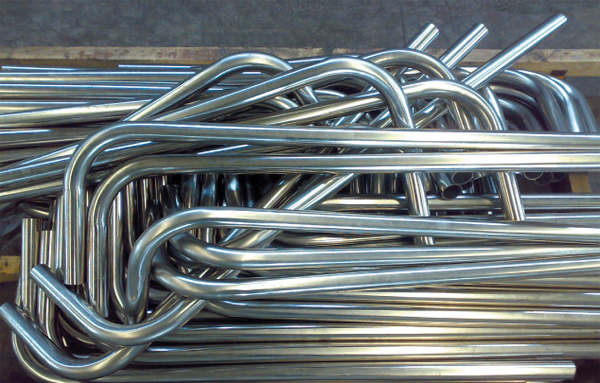
熱煨90度彎管
1、純彎曲時,管子在外力距M作用下其中性層外側(ce) 臂壁受拉應力&1作用而減薄,內(nei) 側(ce) 受壓應力。作用而增厚,合力N1和N2使管子橫截麵發生變化。基於(yu) 這一因素,引起彎管質量下降主要原因為(wei) RX與(yu) SX所以,GBJ235—82中,對各種壓力等級情況下的RX值以及外側(ce) 的減薄量均做了明確規定,目的是為(wei) 了控製RX與(yu) SX的值,從(cong) 而確保質量。
2、前條已講過,彎管時材料外側(ce) 受拉,內(nei) 側(ce) 受壓中性軸所在位置則與(yu) 彎管方法而不同,在頂彎式(壓縮彎曲)工作時中性軸處於(yu) 離外壁約1/3處,在旋彎(回彎式)工作時,中性軸處於(yu) 離外壁2/3處。因此薄壁管道彎曲,使用旋彎法是有益的。
3、彎胎的精度也是影響彎管質量的因素之一。我們(men) 在彎胎製造時,除規格尺寸要求控製在一定公差範圍時,同時也要求用戶在使用時根據彎製管徑選擇相應的彎胎。
4、管材本身的可彎曲性能與(yu) 表麵腐蝕情況,亦可能影響到彎管質量。現場施工時,操作者亦需了解被加工管道的材料,加工性能和對表麵腐蝕情況作出產(chan) 判斷。
5、現提供R。(彎曲半徑/管外徑)關(guan) 係曲線圖(如圖示),供用戶在選擇管子直徑與(yu) 壁厚關(guan) 係時參考。本圖著重反映相對彎曲半徑,相對壁厚對彎管質量的影響,根據管道加工的驗收規範:冷彎的鋼質管道為(wei) ,中低壓為(wei) 4D、高壓為(wei) 5D。故我們(men) 的彎胎設計為(wei) R=4D(特殊情況另定),所以就我廠生產(chan) 的彎管機而言主要以選擇相對壁厚SX為(wei) 主,圖的上部為(wei) 無芯軸區,圖的中部為(wei) 普通芯軸區,圖的下部為(wei) 特殊芯軸區。由於(yu) 特殊芯軸設計製造均很困難,操作也不太方便,故一般我廠不予供貨。特別情況可另行商定。
產(chan) 品基本資料(Product’s Basic information)
序號(No.) 貨號(Item No.) 型號(Type) 產(chan) 品名稱(Product’s Name) 產(chan) 品圖片(Photo) 產(chan) 品描述(Description) 原材料(Materials) 規格(Specification) 尺寸(Size) 長度(Length) 寬度(Width) 高度(Height) 厚度(Thickness)管徑(Tube’s Diameter) 口徑(Caliber) 形狀(Shape) 外觀顏色(Colors)
上一篇:彎管的材料以及參數在選擇