伟德BETVlCTOR66
專注彎管,伟德app官方版20年,成功服務國內優質企業
- 微信

139-0151-2216
134-0003-2009
134-0003-2009



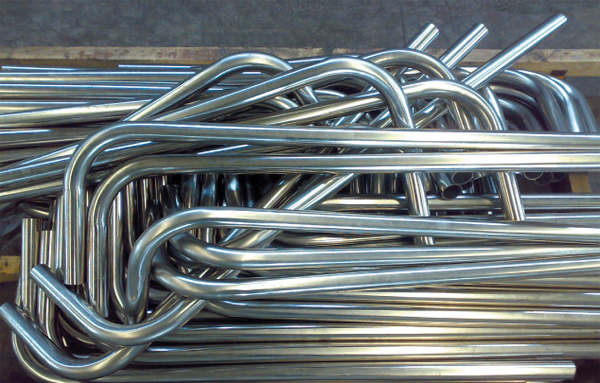
深度解讀型材拉彎的廣泛運用
1.型材拉彎生產(chan) 加工需減少回彈力
鋁型材以其突顯的機器功能在航空公司及汽車工業(ye) 中使用普遍。型材拉彎指的是在鋁型材預拉申至材料妥協極限值時,載入坎坷並保持一定的徑向抗拉力,使其進到磨具型槽體(ti) 而成型的坎坷全過程。在曲折與(yu) 此同時增加徑向抗拉力以擊敗裏側(ce) 的發皺及改進橫截麵裏的地應力散播,減少回彈力,發展其形狀精度。型材拉彎回彈力量操縱是型材拉彎需要處理的關(guan) 鍵題型之一。在折彎加工零件生產(chan) 中,折彎加工模樣子是依據折彎加工零件的外觀設計整體(ti) 規劃所得到的。即便在技術標準所答應的剩下應變力劃分下盡可能擴大徑向抗拉力,但是由於(yu) 鋁型材零件的相對性坎坷半經比較大,仍存在一定的回彈力量。折彎加工成型後折射率仍比較小,因此折彎加工後仍然需要開展校形。

2.型材拉彎過程的起皺現象
在型材彎曲過程中,中性層的以下部分受到垂直拉伸應力的實際效果,軸向和寬度也受到拉伸應力的實際效果。在三向拉伸應力的實際效果下,很容易出現垂直減少和軸向變厚的變形,不樂(le) 觀時會(hui) 出現皺紋。
3.型材拉彎加工方案討論
彎曲機主要用於(yu) 製造尺寸大、形狀精度要求高、相對性坎坷、半折射率大、彎曲鋁型材坎坷的零件,尤其是製造飛機上框架、汽車車窗玻璃橡膠條等鋁型材零件所必需的機械設備。彎曲機一般分為(wei) 兩(liang) 類:轉台式和轉臂式。
型材彎曲主要是指鋁型材在預拉申至材料妥協極限之前承載起伏,並保持一定的徑向抗拉力,使其壓入模具槽中而形成起伏的整個(ge) 過程。彎曲機彎曲卸載鋁型材零件後,彎曲加工零件會(hui) 產(chan) 生夾角彈性和聚焦彈性。為(wei) 了有效地防止材料的彈性變化,彎曲加工成型應在工件的地應力、應變力和應變速率的精確操作下成型。
彎曲加工工藝標準精確操作彎曲機的拉伸力、拉伸速率、拉伸偏移等工作主要參數是形狀變化的整個(ge) 過程,材料在成型過程中受到顛簸扭矩和徑向拉伸力的實際影響。不同類型的加載順序對材料的變形特性和地應力傳(chuan) 播有不同的危害。
本質上“先彎後拉”的工藝路線隻需少量的補充拉申就可以達到顯著的實際效果,使得零件的回跳量小。事實上,當材料遇到起伏和磨具時,由於(yu) 滑動摩擦的實際效果,很難將材料的所有截麵均勻地傳(chuan) 遞補充抗拉力。材料表麵的化學纖維容易開裂,實際效果差。
“先拉後彎”的工藝路線,雖然材料在風風雨雨之前得到了均勻的可塑性拉申,但仍然無法有效防止風風雨雨後異號地應力的傳(chuan) 播,卸載後回彈力相對較大。這個(ge) 問題可以根據風風雨雨來解決(jue) 。所以,在現場生產(chan) 過程中,主要采用“先拉後彎zui再補拉”的複合方案。本質上,所有化學纖維都會(hui) 均勻地拉伸,使地應力再次沿截麵相對高度擴散。由於(yu) 避免了異號應力分布的影響,減少了內(nei) 扭矩,產(chan) 品工件可以更好地保持標準的粗糙外觀設計。