伟德BETVlCTOR66
專注彎管,伟德app官方版20年,成功服務國內優質企業
- 微信

139-0151-2216
134-0003-2009
134-0003-2009



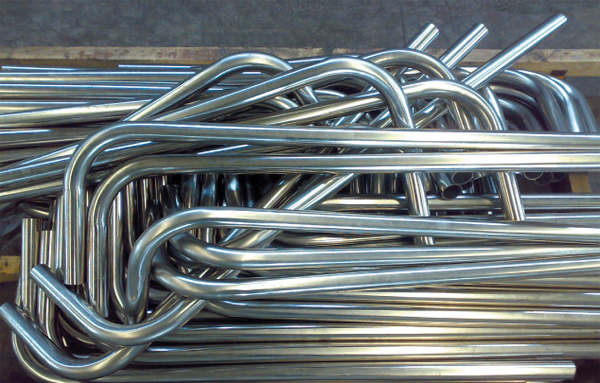
一般來說,使用彎頭時,會(hui) 檢查其建築環境,彎曲不是直線。如果是直接生產(chan) ,一般不會(hui) 直接生產(chan) ,大部分都是後期生產(chan) 控製。那麽(me) ,管道應該如何加工成種彎頭呢?

1.製燒結成型
首先,粉末在室溫下充壓,使材料具有適度的密度和強度,然後煆燒、低密度、燒結溫度、煆燒時間、添加劑的用量和比例、偶聯劑的類型和壓力會(hui) 影響彎曲的尺寸和特性。
2.擠出成型
雙螺杆造粒機更常見。
3.注塑成型
在高剪切影響下,將溶體(ti) 分成細粉和充腔,同時運用小直徑噴頭提升裁切特性,配合適度的螺杆轉速,可製得特性較好的彎折管。
4.吹塑成型
溶體(ti) 熔融張力大,鑄坯鬆馳狀況少,也可用於(yu) 空心容器的注塑,尤其是大型容器的注塑,造就了十分有力的標準。
5.二次成型
在一次成型的基礎上,根據施加一定的外力,將型材加溫成橡膠形狀,使彎頭具有一定的彎折形狀,隨後製冷凝結。
在彎頭加工和成形中,基本可以選用以上成型方式。整個(ge) 生產(chan) 過程將采用高頻電和各種高溫。在成形過程中,應注意不要隨便毀壞管件,敏感位置不能彎折,不然管路可能斷掉。
成功後,它形狀變成了彎曲形狀。它已經在很多工業(ye) 中獲得運用,有很多生產(chan) 與(yu) 加工工藝,但是不管它是什麽(me) 方式,隻要它能符合要求,它鑄造法是好的。那麽(me) 它鑄造法是什麽(me) 呢?
1.冷軋管材的原料為(wei) 圓管料,管胚應通過切割機切成長短約1米小方坯,並通過輸送帶送往爐內(nei) 加溫。彎管料在大概1200℃的條件下送進爐內(nei) 加溫。燃料為(wei) 氫或乙炔。爐內(nei) 溫控是一個(ge) 重要環節。圓管料出爐後,應通過壓力穿孔機把它倒出。
2.一般穿孔機為(wei) 圓錐滾子穿孔機,生產(chan) 效率高,產(chan) 品品質好,破孔和膨脹大,可穿各種管材,經彎頭破孔後,用三輥橫軋、連續軋製或擠壓圓管料,擠壓後取出管道並設置直徑,定徑機根據錐形鑽頭高速運轉進到鋼胚,產(chan) 生管材。