伟德BETVlCTOR66
專注彎管,伟德app官方版20年,成功服務國內優質企業
- 微信

139-0151-2216
134-0003-2009
134-0003-2009



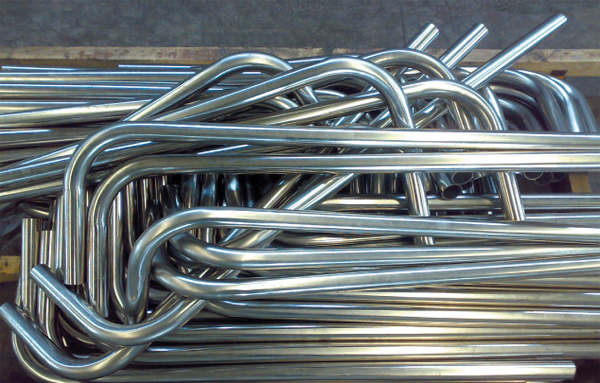
大家都知道現在彎管廣泛利用與(yu) 各個(ge) 行業(ye) ,但是在製作過程中,肯定會(hui) 有一些麻煩,其中彎管製作的最大麻煩就是內(nei) 弧處的褶皺問題,就是受到壓力的那一側(ce) 會(hui) 慢慢增厚,然後起上一個(ge) 大包,特別是隨著彎曲的半徑越來越小,內(nei) 弧的褶皺就會(hui) 更加厲害。在這個(ge) 問題上,國內(nei) 的彎管機在這幾十年都沒有提供一個(ge) 滿意的答案。這樣的問題不僅(jin) 讓產(chan) 品非常難看,還會(hui) 對其質量有很大的影響。
 ?為(wei) 什麽(me) 為(wei) 有這樣的問題?")
為(wei) 什麽(me) 會(hui) 產(chan) 生這樣的褶皺呢?這就要從(cong) 彎管的製作過程來找了,彎管製作主要是采用給鋼管套上感應圈,然後通上電流加熱的方式,等到加熱到一定的溫度,再進行彎製,向鋼管施加一定的推力,然後鋼管會(hui) 發生一係列的變化,然後就會(hui) 按照原先設定好的曲半徑進行變化,等到彎管製成了,就把這一段從(cong) 感應圈中移出來,進行一些降溫,也就是冷卻,然後下一段鋼管再進入感應圈,如此循環往複。
如果在加熱的過程中,加熱帶很寬的時候,就可以降低堆力,但是受到壓力的那一邊鋼材的塑性會(hui) 發生紊亂(luan) 的情況,這樣的話就會(hui) 產(chan) 生不規則的褶皺了,還會(hui) 讓橫橫截麵偏扁,這樣的彎管質量肯定是不會(hui) 高的,所以要很好的把握加熱帶的寬度。彎管的彎曲主要是發生在加熱之後,變形阻力小的那一側(ce) ,因此,加熱帶窄一點的話,就不會(hui) 出現上麵的問題了。